請雙擊輸入文字
歡迎來到漢思信息技術有限公司官網!
全國免費咨詢熱線:0591-88209992

導讀
本文将結合筆者開發經驗,介紹生産計劃排程APS中的生産流轉方式和批量問題,供相關職業者開發APS系統時參照。
作者:東洋重工機(大連)有限公司 馮春山
前言
在經濟領域,生産型企業是經濟的根基,有了生産型企業生産出的各種産品,才有物流、網上購物和金融融資等活動。對于生産型企業,其制造能力是其核心競争力。如何提升制造能力一直是生産型企業面臨的課題。制造能力提升包括很多方面,例如提高設備精度,改進産品品質,降低不良率,生産合理安排調度。企業要改進生産管理,使得生産安排更合理,就需要改進生産計劃排程。
制造業多數企業為中小企業,中小企業的生産特點一般是多品種、小批量。因企業生産規模小,一般難以接到生産批量大的訂單。對于多品種、小批量生産類型,企業生産計劃排程一直是個難題。因為品種多,導緻數據計算量大,而批量小又會導緻換線頻繁。
APS(advanced planning and scheduling)是針對生産計劃排程的解決方案。APS将生産計劃排程的規則固化到計算機軟件上,利用計算機高速計算能力提高排産效率,提高生産資源利用率,從而增加企業競争力。
筆者就職于一家典型的機械加工企業,零件超過2000種,其生産類型屬于典型的多品種、小批量。針對本企業生産計劃排程的難題,筆者開發了用于本企業的生産計劃排程APS系統。本文将結合筆者開發經驗,介紹生産計劃排程APS中的生産流轉方式和批量問題,供相關職業者開發APS系統時參照。
三種生産流轉方式
對生産型企業,一般說零件每次生産批量都會達到一定數量,例如每批幾百或者幾千個。一些特殊行業生産批量較少,例如模具行業,針對某個模具,雖然工序很多,但隻生産一個或者數個。
大批量生産零件在不同工序前後流轉時,就會有一個不同于小批量生産的流轉問題。生産小批量零件特别是單個數量,肯定是前工序完工後再開始後工序。但是大批量生産就會出現多種選擇,可以這一批零件前工序都完工後再開始後工序的生産,也可以這批零件的前工序完成一部分後,後工序就開始生産。
一般來說,我們可以将成批零件前後工序流轉分成三種情況。第 一種方式被稱為順序移動,它的特點是成批零件的前工序都完工後,再開始下一道工序;第二種方式是平行移動,它的特點是一整批零件前工序分成幾個小批量間斷性生産,完成一個小批量後就開始下一道工序的生産;第三種方式是平行順序移動,它的特點是零件生産不做批量分割,等零件前工序完成部分時,後工序開始生産,但後工序不會有等待加工情況,需要計算好前工序加工完多少數量後再開始後工序,避免如果後工序加工速度比前工序快,後工序出現等待前工序零件加工情況。下面将詳細介紹這三種方式。
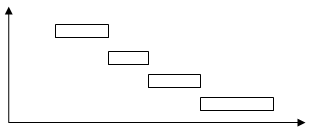
順序移動
順序移動是指一批零件有多個生産工序,一道工序的整批零件都加工完後,再開始下一道工序。如果用圖示表示,圖示如下:
采用順序移動方式的優點是:
1、排生産計劃簡單,不用花時間計算是否需要批量分隔,也不需要計算,是否前工序未完工時,後工序就要開始加工。
2、設備利用率高。因為加工後工序時,前工序所有零件都已經加工完畢,即使後工序加工速度更快,也不會出現等待料加工的情況。
3、減少車間内搬運量。因為前工序整批零件都加工完後,才開始下工序。可以整批零件都加工後,再轉移到下工序所在設備處,搬運效率更高。
順序移動的缺點是:
生産周期長;因為後工序需要等待前工序全都加工完畢後才能開始,當工序數量超過兩個時,後面工序等待時間長,整體生産周期長。
順序移動适用的場合:
因順序移動減少了設備出現等待物料加工的情況,也減少了切換次數,降低了設備切換成本,但其加工周期長。它适用于産品交貨期比較富餘的情況。
順序移動的生産周期計算方式:
它的零件加工周期計算非常簡單,就是零件各工序加工周期做簡單加和就可。
例:一批制品,批量為4件,須經四道工序加工,各工序時間分别為:
t1 = 9,t2 = 5,t3 = 15,t4 = 10。
加工周期采用順序移動方式計算
T=4*(9+5+15+10)
平行移動
平行移動是指一批零件中的部分零件一道工序完工後,就轉移到下一道工序生産的移動方式。例如一批零件400個,第 一工序加工完200個後,這200個就轉入二工序加工。當然也可以加工一個零件後,就這一個加工好的零件就轉入下一道工序。
當前多數資料介紹平行移動為加工完一個零件,就轉移到下一道工序,筆者認為這麼定義平行移動過于狹義,因為實際生産中不同類型設備可能位于不同地點,如果完成一個零件某工序就轉移到下一道工序搬運太頻繁,搬運成本太高,并且如果下工序加工速度快,其等待物料加工情況會很頻繁,浪費設備産能。将平行移動定義為完成一批中部分零件後,再轉移到下一道工序更符合實際情況,更合理。
因為平行移動生産方式,下一道工序開始時間早,類推最後一道工序開始時間也早,零件的生産周期短。它的生産周期也比下面要介紹的平行順序生産方式短,是三種生産方式中生産周期最短的移動方式。
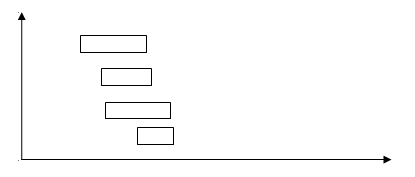
平行移動圖示如下:
平行移動的優點是:
1、加工周期短,因為不用等待整批零件都加工完,前面工序加工完一部分後,就可以開始後面工序,類推整個加工周期也短了。
2、滞留車間的在制品少了,在制品減少有利于減少空間占用,加快資金周轉。
平行移動的缺點:
降低了設備利用率。有的工序因為加工速度快,會有設備空閑等待前工序的情況。如果在等待期間不安排其它零件加工,設備會有一段時間閑置。如果在空閑時間安排其它零件加工,設備加工不同零件會有來回切換的時間成本。
平行移動的适用場合:
相對于順序移動,平行移動加工周期短,但設備利用率低些。它适用于産品交貨期短的緊急情況,為了滿足客戶交貨期,采用平行移動縮短生産周期。
平行移動生産周期的計算方式較順序移動要複雜,它的計算公式如下:
整批數量Q0
整批的分段數n
分段後批量數量Qn
加工工序數量m
最長工序加工一件的時間tL
例:一批制品,批量為4件,須經四道工序加工,各工序時間分别為:
t1 = 11,t2 = 5,t3 = 15,t4 = 10。
采用平行移動方式計算,其加工周期
T=(11+5+15+10)+(4-1)×15=86
平行順序
三種生産方式将平行順序放在最後介紹,因為它是既綜合前兩種生産方式的優點,也綜合了它們的缺點。
不同于順序移動,它并不是一定要前道工序整批零件都加工完了,才開始後到工序,而是在一定程度上,前後工序并行生産。如果前工序生産速度快,後工序慢,這兩道工序同時開始生産,後面工序也不會出現等待物料加工情況。如果前工序慢,後工序快,則需要計算,前工序加工到什麼程度,後工序再開始加工,避免後工序出現等待物料加工情況。
不同于平行移動,它不對零件生産進行批量分隔,不論每個工序加工速度快或慢,都是整批零件一次加工完。
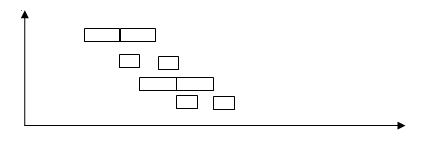
平行順序移動圖示如下:
平行順序的優點:
1、 加工周期相對短。因為工序之間在時間上有并行加工的情況,所以它的加工周期比順序移動短,和平行移動相比,其生産周期長。
2、 設備利用率高。因為平行順序生産方式,零件批量不分隔,整批一次性加工完,所以設備切換成本低。
缺點:
1、生産排程麻煩。當前工序生産的慢,而後工序生産的快,需要計算前工序完成多少數量後,後工序才能開始加工,有一定計算量。
平行順序的适用場合:
當客戶交貨期足夠,生産企業又希望降低設備切換成本,可以采用此種生産方式。
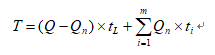
平行順序生産周期計算方式:
注:
T:平行順序移動方式加工周期;
n:零件批量數量;
ti :第i道工序的生産時間;
tl :單件生産工時,比前後兩相鄰工序加工時間長的單件工時;可以在第 一工序前和最後一道工序後設置時間為0的虛拟工序。
ts :與前後兩相鄰工序中單件工時比,比前後工序都短的工序的單件工時;
例:一批制品,批量為4件,須經四道工序加工,各工序時間分别為:
t1=11,t2=5,te=15,t4=10
采用平行順序移動方式計算:
=(11+5+15+10)+(4-1)×(11+15-5)=104
平行移動最 優批量分隔方式
這3種流轉方式中,最複雜的是平行移動,因為平行移動中有個批量分隔的問題。平行移動在生産過程中需要進行批量分隔,最簡單的批量分隔方式是各個工序批量分隔數量相同,本文上面介紹的例子就是這種方式。
平行移動的例子,一次生産1000個零件,如果分成4個批次,每批生産250個,開始下一個工序;如果分成5個批次,每批生産200個,就開始下一個工序。分隔成不同的批次數量,影響着兩個生産評價因素:
切換成本;
生産周期。
從生産計劃安排的角度,我們希望生産成本低、生産周期短,可實際中,這兩個目标又存在矛盾。往往生産周期短,就意味着需要頻繁切換,生産成本高;反之,如果希望生産成本低,就需要減少切換次數,生産周期就長。
各工序分隔批量一樣是可行方法,但不是最 優批量分隔方法,因為不同工序切換成本不一緻,更合理的是切換成本高的工序批量分割次數少,或者不分隔,切換成本低的工序可以多分隔工序。第 一工序和加工時間最長的工序不需要批量分隔。
平行移動需要求解最 優分隔次數,前面介紹用的例子是各個工序分隔次數相同,是為了說明平行移動的生産特點。事實上不同工序切換成本是不一樣的甚至差别相當大,以筆者所在機械加工廠為例,加工中心因為其自動化程度高,一次加工尺寸多,切換繁瑣,一般需要幾個小時。企業經營時間就是金錢,切換時間長,就意味着成本高。而很多主要依靠手工操作的工序切換就很快,例如鑽床,耗時才幾分鐘;如果是完全依靠手工的工序,就幾乎沒有什麼切換成本。所以說,不考慮零件不同工序切換成本的不同,零件各個工序按照同樣的數量分隔工序不是最 優的平行移動方式,對于切換成本高的工序減少批量分隔數量,對于切換成本低的工序可以有更多的批量分隔數量,這種方式可以在同樣的生産周期情況下,切換成本更少,進而生産成本更低。
設法求解零件在平行移動生産過程中,不同工序設置不同的批量分隔數量,進而達到生産周期滿足客戶訂單要求的情況下,生産成本最小的目标。筆者認為有三種求解方式可以采用:
1、窮舉法。該方法是通過計算機程序列出零件不同工序各種可能批量分隔方案,然後比較這些方案的生産周期和生産成本,選擇在生産周期滿足客戶交貨期要求情況下,生産成本低的方案;
2、提前人工設置好各個工序流轉的批量。例如,不論一個工序總加工數量是多少,加工好500個之後,就開始下一工序;
3、先人工設置若幹模式,然後程序在模式中選擇批量分隔方式。例如設置一種模式,當生産批量大于200并小于500個時,一工序不分隔,二工序分隔三次,三工序分隔二次。

Copyright © 2009-2011,fmbz.net,All rights reserved
公司地址:福建省福州市高新區海西科技園創業中路邦邦财富中心8樓
閩ICP備09002755号
閩公網安備 35010402350671号
 當前位置:
當前位置: